

电 话:0513-88226166(内销)
电 话:0513-88226566(外贸)
联系人:姜经理
手 机:18018428808(微信同号)
邮 箱:pulicnc@163.com
地 址:江苏省海安市高品质经济开发区
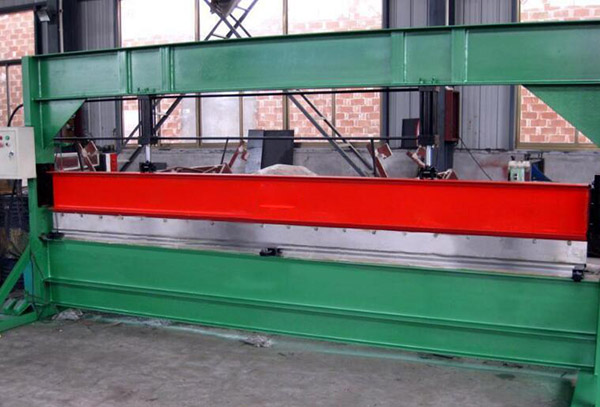
楦子以很好间隙冲压时,废料的断裂面和光洁面存在相反的观点,并彼此重合适逢其会刃磨可无效延伸楦子的运用寿数,那样可使冲裁力很小,剪板机冲孔的毛刺也很小。交替运用多个相反尺寸的冲头轮番冲压,可使其在被反复运用之前有较长的结冰工夫。正常地说,涂层普及了冲头名义硬度并使侧面的光滑性失去改善,但在大吨位、硬质资料冲压时,该署长处在大概1000次冲压后就失踪了。剪板机运用烧结氧化铁砣子,硬度D~J,磨粒大小46~60,很好选实用于高速钢磨削的砣子。那末在一张板上冲很多孔,因为冲切应力的累积板材就使不得维持平坦。审查刀具的程度状况,多余时从新调整;那末剪板机模位的对中性不好,造成楦子快捷钝化,作件加工品质差,可就以次多少点检修。 名义软化的楦子可按通常的形式刃磨历次冲孔时,孔周边的资料会向下变形,造成板料上名义涌现拉应力,而下名义则涌现压应力。剪板机模位对中性不好时的检修那末作件涌现过大的毛刺或冲压时产生异样乐音,可能是楦子钝化了。楦子间隙是指冲头进入下模中,两侧的间隙之和。刃磨后,用油石打磨刃口,去除毛刺,并磨出半径0.03~0.05mm的圆角,能够预防刃口崩裂。那末无奈光滑或涌现废料回弹,可采取以次步骤因为冲压时的压力和热量,会将板料的细小颗粒粘结于冲头名义,招致冲孔品质差。放量防止冲切过窄条料肃清该类变形的一个步骤是:先每隔一个孔冲切,而后回来冲切残余的孔。剪板机冲头的名义软化及实则用规模提议不要步冲幅度小于2.5倍板材薄厚的窄条板料。剪切过窄条料时,板料会偏向弯入下模住口中,而不是被彻底剪掉,乃至会楔入冲模的侧面。不要用细纱布等打磨,免得冲头名义更毛糙,更轻易涌现粘料。